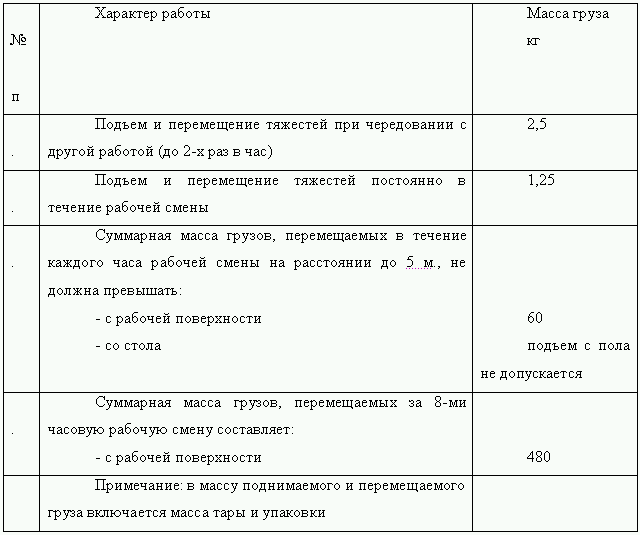
.jpg)
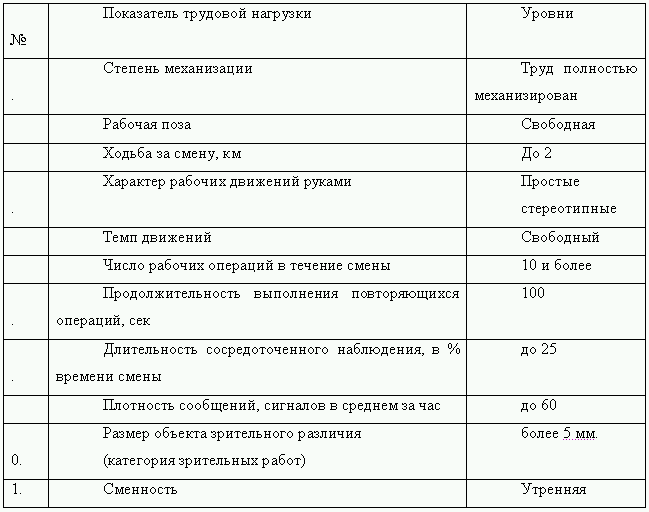
.jpg)

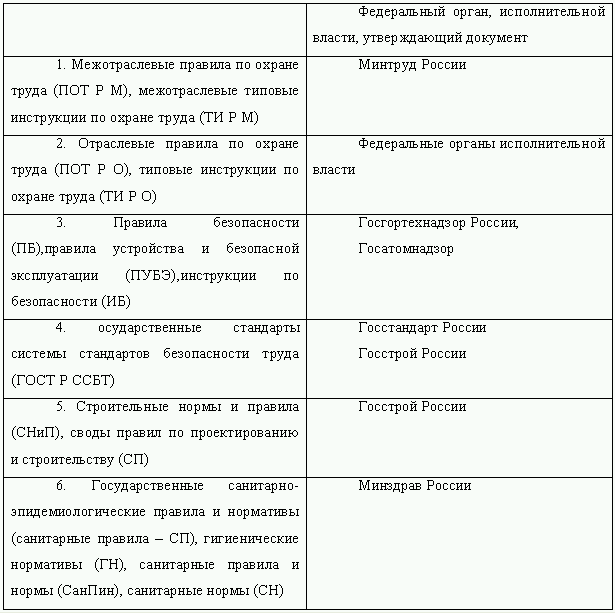
.jpg)


 Рейтинг: 4.5/5.0 (1915 проголосовавших)
Рейтинг: 4.5/5.0 (1915 проголосовавших)Категория: Инструкции
Scheppach (Шепах) в Украине - Интернет-магазин С Торгом *. усорезные и торцовочные станки, фрезерные, токарные и строгальные. Все станки и другое оборудование отвечают последним достижениям техники, безопасности работы и дизайна. В специально оборудованном цехе техника Scheppach проходит тщательные испытания на пригодность к работе.VseInstrumenti.Ru. Циркулярные станки, распиловочные и. * Можно найти отличный инструмент для домашней мастерской или для производства. В любом случае круглопильный станок поможет вам сделать. Москва * Деревообрабатывающие станки в Москве. Инструкции содержат технические характеристики оборудования, правила техники безопасности, рекомендации по эксплуатации и обслуживанию станка. Торцовочные станки. станки · Оконные угловые центры · Круглопильные и многопильные станки. КРУГЛОПИЛЬНЫЕ СТАНКИ ДЛЯ РАСПИЛОВКЕ ДРЕВЕСИНЫ * формация о режимах работы круглопильных станков, режущем инструменте и. ской эксплуатации и основные положения техники безопасности при работе на. для торцовочных станков силы F< и F2, следует определять по.ТИПОВЫЕ ИНСТРУКЦИИ ПО ОХРАНЕ ТРУДА * СанПиН СП ГОСТ ПОТ РД ПБ ПТБ СНиП ГН МУ ФЗ руководство постановление приказ гигиенические нормативы, Типовые инструкции по охране труда.Деревообрабатывающие станки. Обработка древесины на. * При современном состоянии техники деревообработки изготовление. главным образом универсальные станки общего назначения: круглопильные и. движущиеся части станка и обеспечивают безопасность работы на нем. пиломатериалов применяют торцовочные станки различных моделей. Безопасность при работе на деревообрабатывающих станках. * 1 мар 2011. Предлагаю в этой теме обсуждать проблемы безопасности при работе с. По возможности - объяснения, почему нельзя работать по инструкции. детям, к чему приводит несоблюдение техники безопасности. А для строгальных и круглопильных станков надо бы иметь такие толкатели.Инструкция по охране труда для станочников. * Инструкция по охране труда для станочников деревообрабатывающих. На круглопильных станках следует проверить правильность установки и. Типовая инструкция по охране труда для станочников. * Информация о деревообработке, деревообрабатывающих станках. Типовая инструкция по охране труда для станочников распиловщиков. станков (продольно-распиловочные, торцовочные. Для круглопильных станков: 2.3.1. Матвеев В. Ф. Трудовое обучение. 5—11 классы. Сборник 2 * Правила и инструкции безопасности труда на токарных станках. правила техники безопасности труда, производственной санитарии и гигиены. круглопильные торцовочные станки; устройство и назначение каждого из них.РАБОЧАЯ ИНСТРУКЦИЯ Оператору форматно — раскроечного. * Внеочередная проверка знаний оператору и столяру по охране труда и. 3.4.1 Станок деревообрабатывающий круглопильный с торцовочной. Деревообрабатывающее оборудование в Кемерово ››› Цены на. * Деревообрабатывающие станки в Кемерово. Инструкции содержат технические характеристики оборудования, правила техники безопасности, рекомендации по эксплуатации и обслуживанию станка. Торцовочные станки. станки · Оконные угловые центры · Круглопильные и многопильные станки. Е40-3 Вып. 3. Деревянные конструкции и детали - скачать. * Круглопильный торцовочный станок. необходимо соблюдать следующие правила техники безопасности: легкие детали при обработке должны быть. Правила техники безопасности при работе на. *. техники безопасности и инструкцией по обслуживанию станка. Перед началом работы на круглопильных станках нужно убедиться в том, что пильный. На торцовочных станках зона движения рамы или суппорта с пильным. Правила техники безопасности и производственной санитарии. * Правила техники безопасности и производственной санитарии для. рабочим подробные инструкции по технике безопасности при выполнении ими различных работ. Круглопильные станки для продольной распиловки древесины. пилы на педально-торцовочном станке должно быть автоматическим. Лесное хозяйство и деревообработка * Типовая инструкция по охране труда при работе на станках для поперечной распиловки. станков (продольно-распиловочные, торцовочные, фрезерные станки). Станки круглопильные для распиловки пиломатериалов. Концы. Конструкционный анализ круглопильных станков для. * Круглопильные станки для всех видов распиловки бревен и досок получили в лесопилении. шпалорезные, для распиловки бревен и брусьев, а также обрезные и торцовочные. по монтажу и эксплуатации, инструкция по наладке дисковых пил (на русском языке). Техника безопасности при работе.ПЕРЕЧЕНЬ ДЕЙСТВУЮЩИХ ИНСТРУКЦИЙ ПО ОХРАНЕ ТРУДА * «02» октября 2013 г. ПЕРЕЧЕНЬ ДЕЙСТВУЮЩИХ ИНСТРУКЦИЙ ПО ОХРАНЕ ТРУДА. № п/п. Инструкция по ОТ при работе на круглопильном станке. 25. 26. Инструкция по ОТ для работающих на торцовочном станке. 96. 93.ТОИ (типовые инструкции по охране труде) * +ТОИ Р-07-002-98 Типовая инструкция по охране труда для лесника при. Типовая инструкция по охране труда при работе на круглопильном станке для. станков (продольно-распиловочные, торцовочные, фрезерные станки)AVOLA Maschinenfabrik * Специальные станки Теперь все круглопильные станки для. обеспечения особенно высокого уровня безопасности мы во время переработки. самом современном уровне развития техники – это качество. торцовочный. и.
Скорость: 5713 Kb/s



















при работе на четырехстороннем строгальном
1.1. К работе на станке допускаются лица не моложе 18 лет, прошедшие специальную подготовку, имеющие удостоверение и не имеющие противопоказаний по состоянию здоровья.
1.2. Все вновь поступившие на работу должны пройти вводный инструктаж, а также инструктаж на рабочем месте с соответствующей записью в журнале инструктажа.
1.3. Лица, допустившие нарушение инструкции по охране труда, привлекаются к дисциплинарной, материальной ответственности, внеочередной проверке знаний по охране труда.
2. Требования безопасности перед началом работы.
2.1. Для предупреждения вредного воздействия шума. создаваемого станком, рабочий станочник должен применять индивидуальные средства защиты органов слуха от шумов (наушники, шлемофоны, антифоны и т.д.)
2.2. Перед пуском станка необходимо проверить надежность крепления ножевых головок или фрез на валах электродвигателей, а также ножей в корпусах ножевых головок.
2.3. Перед пуском станка необходимо проверить надежность крепления ножевых головок или фрез на валах электродвигателей, а также ножей в корпусах ножевых головок.
2.4. Работу на станке разрешается начинать только после установки защитных заслонок на нижней правой и левой головках в положение, соответствующее обрабатываемому материалу.
3. Требования безопасности во время выполнения работы.
3.1. Если на станке обрабатываемый материал длиной более 2 м, то спереди и сзади станка должны быть устроены опоры (приставные столики, роликовые транспортеры и т.д.).
3.2. Рабочее место должно содержаться в чистоте. Отходы должны своевременно убираться.
3.3. Заготовки и готовые детали должны складываться аккуратно и не загромождать рабочее место.
3.4. Не допускать открывание кожухов режущих головок до полной остановки валов.
3.5. Не обтирать станки во время работы.
3.6. Отходя от станка, даже на короткое время следует обязательно остановить станок и выключить вводной рубильник.
3.7. Во время работы следить за исправностью блокировок, периодически проверять время торможения электродвигателей, регулируя его по мере необходимости.
3.8. Периодически проверять наличие и надежность заземления.
3.9. Ножевые головки в собранном виде балансируются.
3.10. Хранение материала или инструментов на станке, его механизмах или ограждениях запрещается.
3.11. Запрещается подавать в станок заготовки с размерами сечения более 160 х 80 мм. а также спилить припуск больше предусмотренного тех. процессом.
3.12. При всех операциях по наладке. настройке и ремонте станок должен быть отключен от электросети.
4. Требования безопасности по окончании работы.
4.1. Отключить станок от электроснабжения.
4.2. Привести в порядок рабочее место, собрать инструмент и убрать в отведенные для их хранения места.
4.3. Обо всех нарушениях требований безопасности. имевших место в процессе выполнения работы сообщать бригадиру или руководителю работ.
5. Требования безопасности в аварийных ситуациях.
5.1. При возникновении пожара сообщить в пожарную часть по телефону, руководителю работ и приступить к тушению.
5.2. В случае возникновения неисправностей станка, необходимо прекратить работу и сообщить об этом бригадиру или руководителю работ. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом.
5.3. В случае получения травмы пострадавший обязан немедленно поставить в известность руководителя работ.
Гл.инженер фирмы «Корвет»
Инструкция по технике безопасностипри работе на круглопильных станках
(торцовочных, базировочных, многопильных
1.1. К работе на станке допускаются лица не моложе 18 лет, прошедшие специальную подготовку, имеющие удостоверение и не имеющие противопоказаний по состоянию здоровья.
1.2. Все вновь поступившие на работу должны пройти вводный инструктаж, а также инструктаж на рабочем месте с соответствующей записью в журнале инструктажа.
1.3. Лица, допустившие нарушение инструкции по охране труда, привлекаются к дисциплинарной, материальной ответственности, внеочередной проверке знаний по охране труда.
1.4. Станочник обязан приступать к работе только в спецодежде и с применением средств индивидуальной защиты дыхательных органов, органов слуха и зрения.
2. Требования безопасности перед началом работы.
2.1. Перед началом работы необходимо проверить надежность крепления режущего инструмента, а также вес крепежных деталей.
2.2 Работу на станке разрешается проводить только при наличии всех защитных ограждений и срабатывании блокировочных систем.
3. Требования безопасности во время выполнения работ.
3.1. Рабочее место должно содержаться в чистоте. Отходы должны своевременно убираться.
3.2. Заготовки и готовые детали должны складываться аккуратно и не загромождать рабочее место и подходы к станку.
3.3. Отрезаемые заготовки должны соответствовать технической характеристике станка и установленному режущему инструменту.
3.4. Отходя от станка, даже на короткое время следует обязательно остановить станок и выключить вводной рубильник.
3.5. Периодически проверять заземление станка.
3.6. Следить за исправностью блокировок, а также за креплением деталей станка.
3.7. Хранение материала или инструментов на станке, его механизмах или ограждениях запрещается.
3.8. При всех операциях по наладке, настройке, ремонте станок должен быть отключен от электросети.
4. Требования безопасности по окончании работы.
4.1. Отключить станок от электроснабжения.
4.2. Привести в порядок рабочее место, собрать инструмент и убрать в отведенные для их хранения места.
4.3. Обо всех нарушениях требований безопасности. имевших место в процессе выполнения работы сообщать бригадиру или руководителю работ.
5. Требования безопасности в аварийных ситуациях.
5.1. При возникновении пожара сообщить в пожарную часть по телефону, руководителю работ и приступить к тушению.
5.2. В случае возникновения неисправностей станка, необходимо прекратить работу и сообщить об этом бригадиру или руководителю работ. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом.
5.3. В случае получения травмы пострадавший обязан немедленно поставить в известность руководителя работ.
Гл.инженер фирмы «Корвет»
Инструкция по технике безопасностипри работе тележками грузовыми
с подъемными вилами типа ТГВ-1250-01ПС
1.1. К эксплуатации тележки допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и ознакомленные с правилами технической эксплуатации тележки грузоподъемной.
1.2. Все вновь поступившие на работу должны пройти вводный инструктаж, а также инструктаж на рабочем месте с соответствующей записью в журнале инструктажа.
1.3. Лица, допустившие нарушение инструкции по охране труда, привлекаются к дисциплинарной, материальной ответственности, внеочередной проверке знаний по охране труда.
Требования безопасности перед началом работы.
2.1. Перед началом работы необходимо проверить техническое состояние тележки.
2.2. Надеть исправную спецодежду, проверить исправность индивидуальных средств защиты.
2.3. Удалить из зоны проведения работ посторонних лиц и освободить рабочее место от посторонних материалов и других предметов.
2.4. Для выполнения совместной работы несколькими лицами должен назначаться старший работник, обеспечивающий согласованность действий и соблюдение требований безопасности.
Требования безопасности во время выполнения работ.
3.1. Заметив нарушение требований безопасности другим работником, не оставаться безучастным. а предупредить рабочего об опасности.
3.2. Запрещается перемещать с помощью тележки груз. превышающий по массе ее грузоподъемность.
3.3. Запрещается нахождение людей в зоне действия работы тележки.
Требования безопасности по окончанию работы.
4.1. После окончанию работы рама тележки должна быть опущена в нижнее положение.
4.2.Привести в порядок спецодежду.
4.3.Обо всех замечаниях, дефектах, выявленных в течении рабочего дня сообщить своему руководителю.
Требования безопасности в аварийных ситуациях.
5.1. При аварии или возникновении аварийной ситуации принять меры, предупреждающие и устраняющие опасность.
5.2. При возникновении пожара, сообщить в пожарную охрану по телефону, руководителю работ и приступить к тушению.
5.3. Во всех случаях при проведении аварийных работ следует выполнять все технические мероприятия, обеспечивающие безопасность работ.
Гл.инженер фирмы «Корвет»
Инструкция по технике безопасностипри работе на пневматической вайме для продольного
1.1. К работе на вайме допускаются лица не моложе 18 лет, прошедшие специальную подготовку, сдавшие экзамен и получившие допуск на право самостоятельной работы, и не имеющие противопоказаний по состоянию здоровья.
1.2. Все вновь поступившие на работу должны пройти вводный инструктаж, а также инструктаж на рабочем месте с соответствующей записью в журнале инструктажа.
1.3. Станочник обязан приступить к работе только в спецодежде и с применением средств индивидуальной защиты.
1.4. Лица, допустившие нарушение инструкции по охране труда, привлекаются к дисциплинарной, материальной ответственности, внеочередной проверке знаний по охране труда.
2. требования безопасности перед началом работы.
2.1. Перед началом работы нужно провести осмотр ваймы, визуально определить его техническое состояние.
2.2. Работу на вайме разрешается начинать только при наличии всех защитных ограждений и срабатывания блокировочных систем.
3. Требования безопасности во время выполнения работы.
3.1. Рабочее место должно содержаться в чистоте. Отходы должны своевременно убираться.
3.2. Заготовки и готовые детали должны складываться аккуратно и не загромождать рабочее место и подходы к вайме.
3.3. Отходя от ваймы, даже на короткое время следует дождаться окончания цикла склеивания, обязательно остановить станок и выключить вводной рубильник.
3.4. Периодически проверять заземление ваймы.
3.5. Хранение материала или инструментов на вайме, его механизмах или ограждениях запрещается.
3.6. Уборка и протирка ваймы во время работы запрещена.
3.7. При всех операциях по наладке, настройке, ремонту вайма должна быть отключена от электросети и от магистральной сети сжатого воздуха.
4. Требования безопасности по окончании работы.
4.1. Отключить вайму от электроснабжения и системы сжатого воздуха.
4.2. Привести в порядок рабочее место, собрать инструмент и убрать в отведенные для их хранения места.
4.3. Обо всех нарушениях требований безопасности. имевших место в процессе выполнения работы сообщать бригадиру или руководителю работ.
5. Требования безопасности в аварийных ситуациях.
5.1. При возникновении пожара сообщить в пожарную часть по телефону, руководителю работ и приступить к тушению.
5.2. В случае возникновения неисправностей ваймы, необходимо прекратить работу и сообщить об этом бригадиру или руководителю работ. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом.
5.3. В случае получения травмы пострадавший обязан немедленно поставить в известность руководителя работ.
Инструкция по эксплуатации станка
филенко-реечного с ролико-дисковой подачей модели ЦМ80
К обслуживанию станка допускаются лица прошедшие кур обучения, знакомые с устройством и правилами безопасной эксплуатации.
Распиловка материала осуществляется дисковыми пилами по ГОСТ980-80. Дисковая пила закрепляется на пильном валу с помощью фланцев и гайки специальным ключом. При пилении несколькими пилами, между пилами, расклинивающими ножами, и подающими звездочками устанавливаются промежуточные втулки в зависимости от ширины выпиливаемых заготовок и прорезаются пазы во вкладыше.
Подача материала осуществляется верхними и нижними подающими вальцами.
Прижим верхних вальцов к заготовке происходит от действия собственных масс и дополнительных усилий пружин. настройка вальцов на необходимую высоту пропила осуществляется по шкале от маховичка парой винт-гайка, через систему рычагов.
При этом вальцы должны быть подняты на высоту соответствующей минимальной толщине заготовки.
Допускаемый перепад по толщине (В СТОРОНУ УВЕЛИЧЕНИЯ) – 30 ММ.
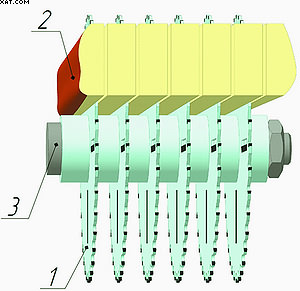
Для предохранения оператора от выброса материала и обрезков на станке установлена предохранительная завеса, состоящая из 2-х рядов.
Предохранительные упоры свободно опускаются под действием собственного веса и поднимается под действием подаваемого материала.
В станке предусмотрена блокировка двигателя пильного вала, при поднятых вверх упорах.
Станок должен быть обесточен главным выключателем. Закрепите пилу между упорным и прижимным фланцем.
При пилении несколькими пилами:
-установить промежуточные кольца между пилами;
-между расклинивающими и направляющими ножами;
-между «звездочками» переднего подающего вальца.
В зависимости от размеров обрабатываемых заготовок, материала, количества и типа применяемых пил, определите допускаемую величину подачи.
График зависимости скоростной подачи от количества пил и высоты пропила имеется на передней стенке ограждения.
По выбранной скорости подберите сменную шестерню (в соответствии с табличкой на дверце ограждения).
При помощи маховичка по шкале установите вальцы на необходимую высоту пропила.
По шкале установите направляющую линейку на необходимую ширину выпиливаемой детали. Закрепите линейку рукояткой. Точный размер ширины выпиливаемых деталей устанавливайте замером пробных деталей. Базовая кромка заготовок должна быть прямолинейной и при обработке полотна прилегать к направляющей линейке.
При распиловке необходимого материала направляющую линейку установите в крайнее правое положение.
В случае заклинивания пиломатериала необходимо выключить станок и реверсированием подачи вывести заготовку из зоны резания для чего необходимо: вывернуть винт блокирующий подъем предохранительных упоров, поднять их рукояткой, зафиксировать их поротом ручки по часовой стрелке до упора, переключить переключатель и включить реверс подачи.
По окончании работы на станке, обесточить его и провести уборку.
Время непрерывной работы на вновь заточенных пилах – 4 часа.
Возможные аварийные ситуации и неисправности возникающие при работе на станке:
Неисправность Инструкция по эксплуатации торцовочного станкаК работе на торцовочном станке допускаются лица достигшие 18 лет возраста, прошедшие медицинское освидетельствование и обучение.
Операции обслуживания, настройки и наладки станка должны проводиться при отключенном станке от электросети.
Подготовка к работе.
Заточенную и разведенную пилу установить на вал электродвигателя между план-шайбами и закрепить гайкой.
Установить ограничитель хода пилы на необходимый размер.
При необходимости ( в зависимости от диаметра пилы) поднять или опустить пильный узел станка. После чего, зафиксировать.
Работа на станке.
Положить заготовка на стол, прижав ее к направляющей линейке. Взяться за рукоятку каретки пильного узла. Нажать кнопку «Пуск». Потянув на себя за рукоятку произвести операцию торцовки. Возвратить каретку в исходное положение. Убрать деталь. Удалить отходы.
Ситуации или неправильные действия станочника, могущие привести к поломке оборудования:
Ситуация или действия
Здравствуйте уважаемые читатели и подписчики, вас приветствует Андрей Ноак! Сегодня я расскажу вам как выбрать многопильный станок.
Моя новая книжечкаЧастично информация для данной статьи взята у меня из моей недавно выпущенной книжечки, в которой я рассказываю о процессе лесопиления, как просчитать отходы лесопиления, как лучше все это хранить. Информация данная в книге, это мой опыт и опыт немецких специалистов которые нас обучали. Такой информации нигде нет и думаю ближайшие годы нигде и не появится.
Стоимость суток пребывания такого немецкого специалиста 2 000 евро, я же свою книжечку отдаю практически даром. Более подробно о ней в разделе «КНИГИ», смотрите верхнее меню.

Кроме актуальной и современной литературы по деревообработке, я также оказываю консультации по созданию и открытию производства, составление бизнес плана, просчет технологической цепочки и многое другое. Более подробно про это в разделе «УСЛУГИ».
Применение многопильных станковМногопильные станки по дереву получили довольно широкое применение в деревообрабатывающей промышленности. Задача многопильного станка или коротко в народе многопила состоит в том, чтобы распиливать лафет, брус или широкую доску на готовый пиломатериал. При этом схемы применения могут быть довольно разнообразны, от использования в потоковой линии до индивидуальной установки. Давайте рассмотрим каждый способ индивидуально:

На фото лафет или двухкантный брус.


Использование многопильного станка для получения более узких досточек или реек из широкого пиломатериала.
Многопилы по дереву и их видыВ зависимости от задач для переработки древесины подбирается многопил.
Вот вам пошаговая инструкция учета ряда параметров при подборе станка:

Многопильный станок с одним валом имеет преимущество в виде отсутствия деффекта пиления «строчка». Постав данного многопила жесткий.

Многопильный станок с двумя валами, постав данного многопила жесткий. Преимуществом является большая скорость резания и меньшая толщина тела пилы, за счет разделения нагрузки на две пилы.
Станки с жестким поставом довольно распространены на старых лесопильных линиях. Здесь необходимо просто один или два раза в смену снять чулок с вала, поменять разлучки и установить пилы обратно. Используется в местах где пиломатериал или двухкантный брус идет одной ширины.

Многопил с гибким поставом. Кроме пил, скорость изменения ими постава довольно велика, здесь двигается и сама станина что позволяет улучшить время смены постава.

На фото станок с гибким поставом и одним валом. Данный станок довольно часто можно встретить при кромлении необрезного пиломатериала, когда на каждую доску необходим отдельный постав.
Естественно станок с гибким поставом будет стоить гораздо дороже, ведь здесь еще и автоматизация станка и более сложная механизация оборудования.
Поэтому использование гибких поставов рекомендуется в тех случаях когда, как было сказано выше, сырье не сортированное. данная технология позволяет значительно повысить выход пиломатериалов высокого качества.
Также эта технология используется в комплекте с лазерными датчиками и когда нет времени на замен поставов.
Производители многопильных станковВ видео показано как устанавливается постав на многопильный станок и осуществляется раскрой пиломатериала:
Исходя из всего вышесказанного делаются выводы о необходимости того или иного многопильного станка. Если же вы не можете определиться до конца, тогда можно обратиться ко мне в поддержку и мы подберем вам нужное оборудование. Кроме этого
Удачи и до новых встреч!
Этот блог читают 3875 специалистов своего дела.
Читай и ты!
Рамщики должны четко знать свои должностные инструкции и правила Оператор ленточной пилорамы должен разбираться не только в видах брака, работы ленточной пилорамы, вовремя устранить неисправности станка, станки · Многопильные станки · Кромкообрезные станки. Описание вакансии: рамщик на ленточную пилораму Дополнительная. операторы на многопильный, циркулярный и кромкообрезной станок. Действующие отраслевые правила безопасности, инструкции и другие документы в части. Бурильные станки должны быть оснащены устройствами для пылеулавливания с 3 У камнераспиловочных, кромкообрезных, камнефрезерных. Рабочие места операторов слива, выходного конца ванны.
Работа на ленточной пилораме. В последнее время деревообрабатывающее производство стало развиваться усиленными темпами.
В этом нет ничего необычного, так как строительные материалы всегда пользовались большим спросом. Именно поэтому продолжает оставаться актуальной профессия - рамщик на ленточной пилораме. Рамщик – это человек, который выполняет работы на пилораме. Пилорама представляет собой специальное оборудование, которое предназначено для работы на предприятиях, занимающихся обработкой различного вида древесины.
Рамщик на ленточной пилораме должен обладать навыками проведения первичной обработки древесины мягких и твердых пород на специальном оборудовании. Рамщику необходимо хорошо разбираться в породах древесины, а также знать возможные типы брака, которые могут возникать в процессе работы. Работа на ленточной пилораме связана с повышенной опасностью.
Станки, агрегаты (99). Екатеринбург. Требуются операторы на телефон в call-центр. — Пилорама с кромкообрезным блоком ДПУ-500, 330 000 Руб. Оператор ленточной пилорамы (рамщик). Санкт-Петербург. 40000 - 80000 руб. Rabota.ru - 27 дней назад - [ Подробности ] - [ Сохранить вакансию ].
Рамщики должны четко знать свои должностные инструкции и правила техники безопасности, которые необходимо точно соблюдать. На должность рамщика, на ленточную пилораму. могут претендовать лица, которым исполнилось 18 лет, не имеющие медицинских противопоказаний и имеющих необходимую физическую подготовку. Перед тем, как приступить к работе, рамщик должен пройти необходимый инструктаж, а также получить квалификационный разряд по специальности.
Также, рамщик обязан пройти внеплановый инструктаж в случае, если будут изменен технологический процесс. Внеплановый инструктаж проводится и в случае, когда на предприятие поступает новое оборудование. Рамщик обязан знать необходимые правила по оказанию первой доврачебной помощи, неукоснительно соблюдать правила трудовой дисциплины и придерживаться правил противопожарной безопасности. Работа оператора ленточной пилорамы. Оператор ленточной пилорамы должен разбираться не только в видах брака, возникающего при обработке древесины, но и уметь понять причину его возникновения, а также разбираться с тем, как можно быстро устранить брак.
Оператор ленточной пилорамы должен отлично знать и разбираться в технологическом процессе и устройстве пилорамы. Он обязан отлично знать конструкции всех узлов подачи, а также разбираться в работе всех работающих механизмов, знать принцип действия находящихся в работе ленточных и цепных транспортеров. Только тогда, работа на пилораме идет без сбоев. Перед началом производства работ, специалист должен проверить пилораму на ее исправность и после этого включать оборудование в работу. Ни в коем случае нельзя заниматься проведением ручной уборки остатков древесины и стружки при включенном оборудовании, нельзя также проводить различную обработку обледенелой древесины. Все работы. которые производятся на пилораме, необходимо выполнять в специальных средствах индивидуальной защиты.
Нашел подходящую, замахнулся топором и вдруг сзади медведь — елку не трожь! Мужик подумал, наверное глюки какие—то, замахнулся еще раз, сзади медведь — елку не трожь И так пару раз. Мужик с мольбой в голосе. — Ну а может быть хотя бы сосну.
Утверждена
Первым заместителем
Министра труда
и социального развития
Российской Федерации
11 мая 2004 года
ИНСТРУКЦИЯ
ПО ОХРАНЕ ТРУДА ДЛЯ СТАНОЧНИКОВ ДЕРЕВООБРАБАТЫВАЮЩИХ
СТАНКОВ (ОДНОПИЛЬНЫЕ, МНОГОПИЛЬНЫЕ СТАНКИ, РЕЙСМУСОВЫЕ
И ЧЕТЫРЕХСТОРОННИЕ СТРОГАЛЬНЫЕ СТАНКИ, ФУГОВАЛЬНЫЕ,
ФРЕЗЕРНЫЕ, СВЕРЛИЛЬНЫЕ И СВЕРЛИЛЬНО-ПАЗОВАЛЬНЫЕ
СТАНКИ, ШИПОРЕЗНОЕ, ТОКАРНЫЕ, КРУГЛОПАЛОЧНЫЕ,
ЛЕНТОЧНОПИЛЬНЫЕ, СТОЛЯРНЫЕ СТАНКИ,
КОМБИНИРОВАННЫЕ СТАНКИ)
1. Общие требования охраны труда
1.1. К работе на станках могут быть допущены лица, прошедшие медицинский осмотр и признанные годными для выполнения данного вида работы, прошедшие инструктаж, обучение и проверку знаний по охране труда, пожарной безопасности, оказанию первой доврачебной помощи и имеющие квалификационное удостоверение на право управления деревообрабатывающими станками.
1.2. Станочники, совмещающие профессии, должны быть обучены безопасным приемам работы и пройти инструктаж по охране труда на всех выполняемых работах.
1.3. Станочники должны знать и выполнять правила внутреннего трудового распорядка организации.
1.4. Станочники должны:
знать конструкцию станка, устройство и назначение всех его частей, ограждений и предохранительных приспособлений, точки заземления электродвигателей и пусковых устройств;
уметь определять неисправности станка, его устройств и механизмов;
знать требования, предъявляемые к круглым пилам, ножам, фрезам, способы установки режущего инструмента, режимы резания.
1.5. Во время работы станочники должны пользоваться средствами индивидуальной защиты (рукавицы, спецодежда, спецобувь, средства защиты органов слуха и др.), выдаваемыми по установленным нормам.
1.6. Рабочие места и рабочие зоны должны иметь достаточное освещение. Свет не должен слепить глаза.
1.7. Для смены пилы, фрезы и других рабочих органов, очистки станка, уборки рабочего места следует пользоваться вспомогательными инструментами (ключом, крючком, лопатой, щеткой, скребком и др.).
1.8. На рабочем месте необходимо соблюдать правила пожарной безопасности. Курить только в установленных местах.
1.9. Организационное руководство работой осуществляет мастер непосредственно или через бригадира.
1.10. Работники несут ответственность за нарушение требований Настоящей инструкции в соответствии с действующим законодательством.
2. Требования охраны труда перед началом работы
2.1. Надеть спецодежду, обувь, головной убор, другие средства индивидуальной защиты. Одежда не должна иметь свисающих концов, которые могут быть захвачены движущимися частями механизмов.
2.2. Произвести внешний осмотр станка и убедиться:
в свободном доступе к пусковым устройствам;
в исправности электрооборудования и заземляющих устройств, пусковых и блокировочных устройств путем кратковременного включения станка;
в эффективности работы тормозного устройства;
в наличии ограждений, их исправности и надежности крепления;
в исправности инструмента, толкателей, наличии крючка.
2.3. На круглопильных станках следует проверить правильность установки и крепления пильного диска и убедиться:
в правильности и остроте его заточки;
в отсутствии трещин, заусенцев, засинения;
в наличии зубьев и равномерности их развода (не допускается эксплуатация пилы при отсутствии хотя бы одного зуба);
в исправности ограждения пилы над столом и правильности его установки (стальная полоса должна быть установлена над пилой);
в наличии и исправности ограждения пилы под столом станка (пила должна полностью опускаться в крайнее положение);
в отсутствии биения и осевого разбега пильного вала;
в достаточной освещенности рабочего места.
Кратковременным включением проверить направление вращения пилы. Пильный диск должен вращаться навстречу подаваемому материалу.
Для многопильных станков проверить, чтобы пилы, установленные на одном валу, имели одинаковые диаметр, толщину, профиль зубьев, развод, плющение, пайку. Допускается устанавливать пилы диаметрами, различающимися не более чем на 5 мм.
Проверить наличие и действие когтевой завесы. Упоры когтевых завес должны подниматься под действием подаваемого в станок материала и опускаться в исходное положение. Зазор между нижними кромками упоров одного из рядов и поверхностью подающего устройства станка должен быть не более 2 мм.
Зазор между пластинами упоров должен быть не более 1 мм. Упоры должны быть острыми, обеспечивать постоянный угол заклинивания 55 – 60° при обработке материала любой толщины и не должны проворачиваться в направлении, обратном подаче материала.
2.4. На рейсмусовых и четырехсторонних строгальных станках следует произвести внешний осмотр станка и убедиться в исправности:
режущего инструмента (отсутствие трещин, зазубрин, острота заточки);
рифленого валика (отсутствие трещин, сработанной поверхности и выкрошенных ребер);
предохранительных упоров и дополнительных завес на переднем крае стола (при отключении этих устройств должен автоматически отключаться привод подачи в направлении обработки материала);
ограничителя предельного сечения материала перед подающими устройствами;
действия пневмотранспортной системы;
тормозного устройства, заземляющих устройств, блокировки механизма подачи с ножевыми валами станка.
Проверить прочность закрепления ножей, стружколомателей. Лезвия ножей не должны выступать за кромку стружколомателей более чем на 1,5 мм и должны описывать окружность одного радиуса.
Убедиться, что ножевой вал имеет цилиндрическую форму, сбалансирован и "не бьет" в подшипниках.
Убедиться в исправности пусковых устройств путем кратковременного включения станка.
2.5. На фуговальных станках следует произвести внешний осмотр станка и убедиться:
в остроте заточки ножей, в отсутствии трещин, зазубрин;
в прочности закрепления ножей;
что лезвия описывают окружность одного радиуса и ножевой вал имеет цилиндрическую форму, сбалансирован и "не бьет" в подшипниках. Применение закладок для придания валу цилиндрической формы запрещается;
в исправности стальных накладок (отсутствие зазубрин, выбоин). Зазор между краями накладок и поверхностью, которую описывают края лезвия ножей, должен быть не более 3 мм;
в правильной установке заднего стола: плоскость заднего стола по высоте должна быть на уровне режущих кромок ножей;
в надежности закрепления направляющей линейки;
в исправности автоматически действующего ограждения ножевого вала, тормозного и заземляющего устройств;
в исправности приспособлений для обработки деталей, толкателей;
в исправности пусковых устройств путем кратковременного включения станка.
Убедиться в исправности электрооборудования и заземляющих устройств, эффективности действия вентиляции и отсоса стружек и пыли.
2.6. На фрезерных станках следует произвести внешний осмотр станка и убедиться:
в остроте заточки ножей, фрез, в отсутствии трещин, зазубрин;
в прочности закрепления фрез, ножей, ножевых головок;
что ножевые головки хорошо сбалансированы, лезвия описывают окружность одного радиуса;
что шпиндель станка сбалансирован и "не бьет";
в исправности тормозных устройств;
в надежности закрепления направляющей линейки, в наличии исправных приспособлений, обеспечивающих прижим обрабатываемой детали к столу и линейке (пружины, гребенки);
в исправности автоматически действующего ограждения фрезы и приспособлений для обработки деталей;
в исправности электрооборудования и заземляющих устройств;
в исправности пусковых устройств путем кратковременного включения станка.
2.7. На сверлильно-пазовальных станках следует произвести внешний осмотр станка и убедиться:
в остроте заточки сверла, отсутствии трещин, зазубрин;
в прочности закрепления сверла в патроне. Крепление сверла должно обеспечивать точное его центрирование;
что шпиндель сбалансирован и "не бьет" в подшипниках;
в исправности электрооборудования, заземляющих и тормозных устройств;
в исправности зажимных приспособлений, ограждений и пусковых устройств путем кратковременного включения станка;
в исправности ограждения сверла и его крепления. Сверло должно ограждаться вместе с патроном. При углублении сверла в заготовку ограждение должно закрывать оставшуюся часть сверла, а при выходе сверла из заготовки - полностью ограждать сверло;
в исправности тормозного устройства и блокировок. Блокировка должна обеспечивать невозможность включения станка при открытой дверке ограждения;
в исправности педального механизма и гидросистемы, достаточном количестве масла в насосе, отсутствии утечки масла;
в исправности гидроприжима, манометра и предохранителя гидросистемы.
2.8. На шипорезных станках следует произвести внешний осмотр станка и убедиться в исправности:
тормозного и заземляющего устройств, электрооборудования;
режущего инструмента (острота заточки, отсутствие трещин, зазубрин);
приспособлений, закрепляющих ножи, фрезы, пилы. Лезвия ножей должны описывать окружность одного радиуса;
прижимного устройства, каретки (на каретке должны быть укреплены боковые щиты, препятствующие соприкосновению с режущим инструментом);
сплошного ограждения горизонтальных, вертикальных ножевых головок и пил, ограждения привода станка;
предохранительных планок, ограждающих фрезы с передней стороны у станков "ласточкин хвост";
автоматического сбрасывателя двухстороннего шипорезного станка и наклонных плоскостей щита, регулирующего положение материала на подающей цепи;
ограждения подающей цепи и звездочек конвейера;
пусковых устройств путем кратковременного включения станка.
2.9. На токарных станках следует произвести внешний осмотр станка и убедиться в исправности:
тормозного и заземляющего устройств, электрооборудования;
режущего инструмента (острота заточки, отсутствие трещин, зазубрин, заусенцев и трещин рукоятки, прочность закрепления рукоятки, наличие металлического кольца, предотвращающего раскалывание рукоятки).
Ограждение со стороны лобового устройства на вращающемся конце механизма может быть съемным или открывающимся и фиксирующимся в открытом положении.
Крепление подручника должно надежно исключать самопроизвольное смещение подручника в процессе работы.
Экран должен быть из прозрачного ударопрочного материала и установлен в зоне обработки.
Блокирующее устройство должно обеспечивать невозможность включения станка при застопоренном для смены планшайбы шпинделе.
Для шлифования выточенных деталей должны быть предусмотрены специальные колодки. Зачистка деталей путем прижатия шлифовальной шкурки руками запрещается.
2.10. На круглопалочных станках следует произвести внешний осмотр станка и убедиться:
в остроте заточки резцов, отсутствии трещин, зазубрин;
в прочности закрепления резцов в головке;
что резцовая головка хорошо сбалансирована и резцы описывают окружность одного радиуса;
в исправности ограждений;
в соответствии подающих роликов и шторки приемочного устройства диаметру обрабатываемых деталей;
в соосности оси шпинделя и оси симметрии профиля передних и задних подающих роликов;
в остроте заточки и правильности развода зубьев пилы, в отсутствии выломанных зубьев, трещин, зазубрин, в прочности закрепления пилы;
что шпиндель станка сбалансирован и "не бьет" в подшипниках;
в исправности пусковых устройств, тормозного и заземляющего устройств, прямой и обратной подачи детали путем кратковременного включения станка.
2.11. На ленточнопильных столярных станках следует произвести внешний осмотр станка и убедиться:
в исправности ограждений и устройства, обеспечивающего постоянное натяжение пильной ленты в процессе работы;
в наличии и надежности приспособления, препятствующего спаданию ленты в сторону подачи распиливаемого материала.
Отрегулировать защитный щиток, предохраняющий руки станочника по высоте пропила обрабатываемой заготовки, и убедиться в надежности его закрепления.
Установить съемную направляющую линейку на столе станка в соответствии с шириной распиливаемого материала.
Пробной работой проверить действие автоматического устройства, очищающего шкив и пильную ленту от смолы и опилок.
Проверить зазор между поверхностями вставки в пазах стола и пилой, который не должен превышать 3 мм.
2.12. На комбинированных станках следует произвести внешний осмотр станка и убедиться в соответствии расклинивающего и направляющего ножей следующим требованиям:
толщина расклинивающего ножа должна превышать ширину пропила на 0,5 мм для пил диаметром до 600 мм и на 1 - 2 мм для пил диаметром более 600 мм;
толщина направляющих ножей должна быть равна расчетной ширине пропила (толщина пилы плюс величина развода или плющения зубьев) или меньше ее не более чем на 0,5 мм;
зазор между ножами по всей длине их заостренной части и линией вершины зубьев пилы должен быть не более 10 мм.
Проверить работоспособность устройства, обеспечивающего одновременно работу только на одном агрегате; при этом у остальных агрегатов режущие инструменты должны быть полностью закрыты. В случае отсутствия такого устройства снять все режущие инструменты с остальных агрегатов.
Убедиться в наличии и исправности всех существующих ограждений.
2.13. Проверить работу станка на холостом ходу.
2.14. Об обнаруженных во время осмотра и опробования станка неисправностях, препятствующих его безопасной работе, при невозможности их устранения своими силами следует доложить мастеру. Работать на станке, имеющем неисправности, запрещается.
3. Требования охраны труда во время работы
3.1. Работник должен выполнять только ту работу, которая поручена ему непосредственным руководителем.
3.2. Перед включением распиловочного станка следует убедиться, что его пуск не угрожает опасностью.
Начинать распиловку материала только при установившейся скорости вращения диска пилы (определяется по характерному для пилы звуку при полном числе оборотов двигателя).
Подачу пиломатериалов на режущий инструмент производить плавно, без рывков, не допуская ударов по древесине.
Перемещать пиломатериалы (доски, горбыль) на рабочий стол только крючком. Запрещается брать доску за торец руками.
Следить, чтобы длина обрабатываемого материала была больше расстояния между осями передних и задних посылочных роликов, дисков не менее чем на 100 мм.
Извлекать обрезки, застрявшие в щели, только при полной остановке пилы с помощью специального крючка.
Ногу с педали убирать сразу после торцовки. Держать ногу на педали во время укладки и перемещения пиломатериалов запрещается. Опиленные обрезки убирать от станка только при помощи крючка.
Осмотр, чистку, регулировку, смазку станка, закрепление ограждений, ручную уборку обрезков и опилок со стола производить только при полной остановке режущего инструмента.
тормозить пилу, нажимая каким-либо предметом на поверхность диска или зубьев;
находиться в плоскости работающей пилы в зоне возможного выброса обрабатываемого материала;
заглядывать, просовывать руки под ограждения пильного диска до полной его остановки при попадании обрезков в щель;
распиливать одновременно несколько досок, горбылей без специального приспособления, обеспечивающего их прижим к направляющей линейке и столу;
при подаче в станок бруса становиться против его торца;
поправлять брус после его захвата посылочными вальцами;
обрабатывать в станке обледенелые доски;
оставлять станок без присмотра;
открывать и снимать ограждения.
3.3. На рейсмусовых и четырехсторонних строгальных станках необходимо убедиться, что ножевой вал вращается навстречу движению материала.
работать в рукавицах. Для защиты рук следует пользоваться специальными наладонниками;
снимать за один проход стружку толщиной более 2 мм;
обрабатывать мерзлую древесину, древесину с большими трещинами.
Подачу деталей в подающие вальцы производить без рывков, торец в торец. При этом не держать руки на торце детали.
Следить, чтобы толщина строгаемых деталей была одинаковой. Не подводить руки близко к подающим вальцам.
Наименьшая длина обрабатываемого материала должна быть на 100 мм больше расстояния между посылочными вальцами.
Обработку деталей длиной более 2 м производить с помощью вспомогательных столов с роликами, установленных спереди и сзади станка.
При заедании детали в вальцах остановить станок, после полной остановки ножевого вала вытащить деталь.
Согласовывать свои действия с подручными, при необходимости снижать скорость подачи.
3.4. На фуговальных станках необходимо убедиться, что режущий инструмент вращается навстречу движению материала.
Обработку деталей производить только по слою древесины.
Тщательно осматривать детали; при обнаружении небольших сучков, трещин снижать скорость подачи.
Следить, чтобы в станок не поступали доски с гвоздями и другими металлическими предметами.
Плотно прижимать детали к столу и линейке с помощью приспособлений.
Подачу материала на режущий инструмент производить плавно, без толчков.
работать в рукавицах. Для защиты рук следует пользоваться специальными наладонниками;
обрабатывать мерзлую древесину, древесину с выпадающими сучьями, большими трещинами, гнилями, прогибами;
подавать детали руками за торец;
снимать за один проход стружку толщиной более 2 мм;
пользоваться струбцинами для закрепления направляющей линейки;
работать при неисправном или снятом ограждении ножевого вала.
Фугование заготовок длиной менее 400 мм, уже 50 мм или тоньше 30 мм производить при помощи специальных колодок-толкателей. Фугование деталей длиной более 2 м производить при наличии вспомогательного стола с роликами. Фугование пачки деталей производить в специальных приспособлениях.
Не тормозить ножевой вал нажимом детали; торможение производить при помощи тормозного устройства.
3.5. На фрезерных станках необходимо убедиться, что режущий инструмент вращается навстречу движению материала.
Обработку деталей производить только по слою древесины.
работать в рукавицах;
обрабатывать заготовки с большими трещинами и гнилями;
закреплять направляющую линейку струбцинами.
При обнаружении небольших трещин, гнилей, сучьев снижать скорость подачи.
Обработку деталей сечением 40 x 40 мм и длиной 400 мм и менее производить в специальных приспособлениях.
Надежно закреплять детали в шаблонах.
При обработке деталей режущим инструментом с радиусом более 200 мм, а также если на шпинделе установлено более двух резцов, верхний конец шпинделя должен быть укреплен в кронштейне.
Криволинейное фрезерование деталей производить только в специальных шаблонах с зажимами. Несквозное фрезерование или фрезерование с середины производить только при наличии ограничительных упоров у направляющей линейки, соответствующих длине фрезеруемого участка.
При работе без направляющей линейки пользоваться салазками, шаблонами, опирающимися на кольцо ниже фрезы.
Не тормозить шпиндель нажатием детали, торможение производить при помощи тормозного устройства.
3.6. На сверлильных и сверлильно-пазовальных станках необходимо надежно закреплять обрабатываемую деталь зажимами. Подачу сверла на деталь производить плавно, без рывков.
При обработке деталей длиной более 1,5 м пользоваться специальными подставками. При длине детали более 3 м должен быть оборудован роликовый стол.
работать в перчатках, рукавицах;
обрабатывать заготовки с большими трещинами, гнилями, с выпадающими сучками.
Следить за исправной работой вытяжной вентиляции.
Стружки из высверленного гнезда удалять только при помощи щетки.
Не тормозить шпиндель нажатием детали; торможение производить при помощи тормозного устройства.
На сверлильно-пазовальных станках необходимо следить за работой гидросистемы, не допускать утечки масла и нагрева масла свыше 40 °С, поддерживать в системе нормальное давление.
При обработке деталей длиной более 2 м к столу станка необходимо приставлять опоры в виде козел с роликами или роликовых столов. Не разрешается включать насос без масла, применять для очистки бака ветошь.
3.7. На шипорезных станках необходимо убедиться, что режущий инструмент вращается навстречу движению деталей.
Надежно закреплять детали прижимным приспособлением по всей ширине, подачу производить равномерно, без рывков.
Следить за работой гидросистемы, не допускать утечки и нагрева масла свыше 40 °С, поддерживать в системе нормальное давление.
3.8. На токарных станках необходимо надежно закреплять обрабатываемую деталь.
При обработке деталей длиной свыше 800 мм пользоваться переставными линейками.
Окружная скорость обтачиваемых цельных деталей должна быть не более 15 м/с, склеенных деталей - не более 10 м/с. Не разрешается работать в перчатках, рукавицах.
3.9. На круглопалочных станках необходимо следить, чтобы подающие ролики надежно зажимали обрабатываемую деталь.
При обточке заготовок различной длины первой направлять в резцовую головку более длинную заготовку. Подавать заготовки торец в торец.
Подачу заготовок с кривизной по всей длине производить изгибом вниз. Заготовки с сучками, гнилями на концах направлять испорченным концом в резцовую головку.
При заедании обрабатываемой заготовки переключить механизм подачи на обратный ход. Если при этом заготовка не будет выведена из роликов - остановить станок и выбить заготовку ударами в торец со стороны задних роликов.
3.10. На ленточнопильных столярных станках начинать распиловку заготовки следует только при установившейся скорости вращения ленты при полном числе оборотов двигателя.
Следить за натяжением пильной ленты и ее состоянием. Лента должна быть постоянно очищенной от смолы и опилок в автоматическом режиме работы.
При ручной подаче обрабатываемого материала применять ручные приспособления, обеспечивающие надежный прижим и направление материала, исключающие возможность соприкосновения рук или других частей тела работника с режущим инструментом. Подачу материала осуществлять плавно, без рывков.
осматривать, чистить, смазывать, осуществлять регулировку станка до полной остановки ленты;
распиливать одновременно несколько заготовок;
поправлять заготовку в процессе пиления;
обрабатывать обледенелые заготовки;
оставлять станок без присмотра;
открывать и снимать ограждения.
3.11. На комбинированных станках при пилении, сверлении, пазовании, фрезеровании, фуговании должна быть обеспечена последовательность выполнения операций и должны выполняться требования безопасности, изложенные выше для каждого вида работ.
4. Требования охраны труда в аварийных ситуациях
4.1. При возникновении аварийной ситуации немедленно остановить станок кнопкой "Стоп".
4.2. При перегреве двигателя необходимо остановить его и дать возможность охладиться. Охлаждать двигатель водой или снегом запрещается.
4.3. При появлении стука, вибрации, изменении характерного шума, перегреве режущего инструмента, подшипников, появлении запаха гари или дыма, обрыве зубьев пилы немедленно остановить станок.
4.4. При необходимости устранения возникшей неисправности в процессе работы и проведения технического обслуживания необходимо выключить двигатель.
4.5. При обнаружении загорания или пожара немедленно сообщить в пожарную охрану, приступить к тушению очага пожара имеющимися средствами пожаротушения.
4.6. О каждом несчастном случае или загорании пострадавший или очевидец должен известить мастера или соответствующего руководителя работ.
4.7. Каждый работник должен уметь оказывать первую доврачебную помощь. Помощь необходимо оказывать немедленно непосредственно на месте происшествия. Первым делом нужно устранить источник травмирования (выключить двигатель, остановить механизм, извлечь пострадавшего из-под бревна, бруса и др.). Оказание помощи надо начинать с самого существенного, что угрожает здоровью или жизни человека: при сильном кровотечении наложить жгут, а затем перевязать рану; при подозрении на закрытый перелом наложить шину; при открытых переломах сначала следует перевязать рану, а затем наложить шину; при ожогах наложить сухую повязку; при обморожении пораженный участок осторожно растереть, используя мягкие или пушистые ткани.
При подозрении на повреждения позвоночника транспортировать пострадавшего можно только в положении лежа на жестком основании.
После оказания доврачебной помощи пострадавший должен быть направлен в ближайшее лечебное учреждение.
5. Требования охраны труда по окончании работы
5.1. По окончании работы следует:
выключить станок и околостаночное оборудование;
привести в порядок рабочее место, очистить от опилок и мусора станок, околостаночное оборудование, проходы;
сложить в специальный шкаф инструмент и приспособления;
очистить одежду, обувь. Обдувать одежду, пол, оборудование сжатым воздухом запрещается;
проверить исправность всех узлов и деталей. При невозможности устранения неисправностей своими силами доложить о них механику или мастеру.
5.2. Об имевших место недостатках в области охраны труда необходимо известить мастера или соответствующего руководителя работ.
- Вы можете задать вопрос или написать свои комментарии по этому документу:
Инструкция по охране труда для станочников деревообрабатывающих станков (однопильные, многопильные станки, рейсмусовые и четырехсторонние строгальные станки, фуговальные, фрезерные, сверлильные и сверлильно-пазовальные станки, шипорезные, токарные, кругло - Вы можете скачать ее бесплатно!
Поискать по сайту Я ндексом:







